手把手教你用PLC玩转工业切割设备
·
基于S7-200 PLC和组态王组态切片机控制系统 基于S7-200 PLC和组态王组态剪板机控制系统 基于S7-200 PLC和组态王组态剪切机控制系统 带解释的梯形图接线图原理图图纸,io分配,组态画面
在金属加工车间里,切铁板跟切豆腐似的设备,背后都藏着PLC和组态软件的完美配合。今天咱们用S7-200 PLC和组态王6.55,来拆解这类切割设备的控制套路。
一、硬件搭台子先走起
整个系统的骨架就是PLC+传感器+执行机构。以剪板机为例,核心配置:
- CPU224XP自带14DI/10DO
- 扩展EM223数字量模块(16DI/16DO)
- 4路模拟量输入EM231
- 液压阀组控制刀架
- 旋转编码器做位置反馈
IO分配表长这样:
| 设备部件 | PLC地址 | 类型 |
|---|---|---|
| 急停按钮 | I0.0 | 常闭点 |
| 光电安全幕 | I0.1 | NPN |
| 刀位下限 | I1.0 | 接近开关 |
| 液压阀上升 | Q0.0 | 继电器 |
| 进料电机 | Q0.1 | 固态继电器 |
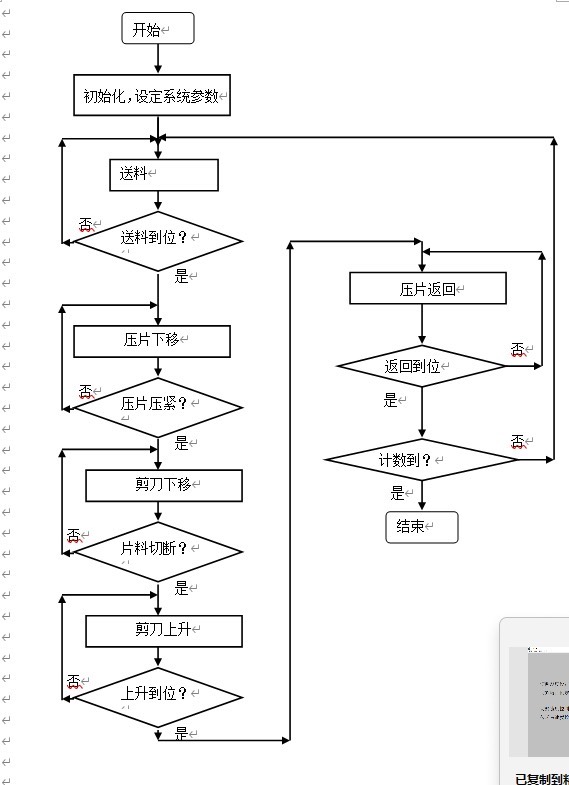
二、梯形图里的控制哲学
来看这段保命的急停处理逻辑:
Network1
LDN I0.0 //急停常闭触点
TON T37, 50 //0.5秒延时防抖
= M0.0 //急停状态标志
Network2
LD M0.0
O I0.1 //安全光幕触发
AN M0.2 //非自动模式
= Q0.0 //切断液压输出这里用了两个套路:硬件急停直接切断输出回路,软件层面做状态锁存。T37定时器是防现场误触的,毕竟工人师傅的手比PLC快多了。
基于S7-200 PLC和组态王组态切片机控制系统 基于S7-200 PLC和组态王组态剪板机控制系统 基于S7-200 PLC和组态王组态剪切机控制系统 带解释的梯形图接线图原理图图纸,io分配,组态画面
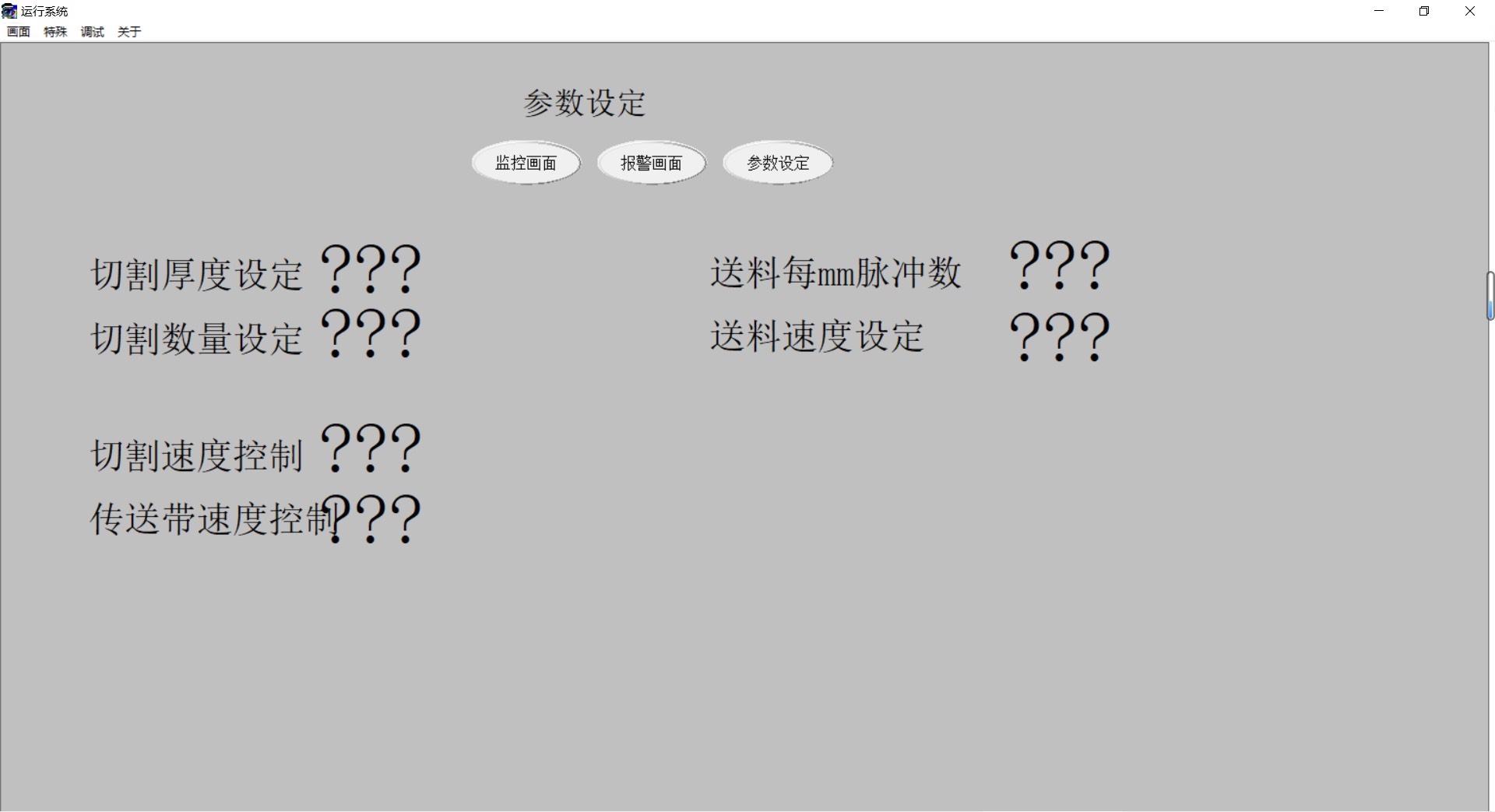
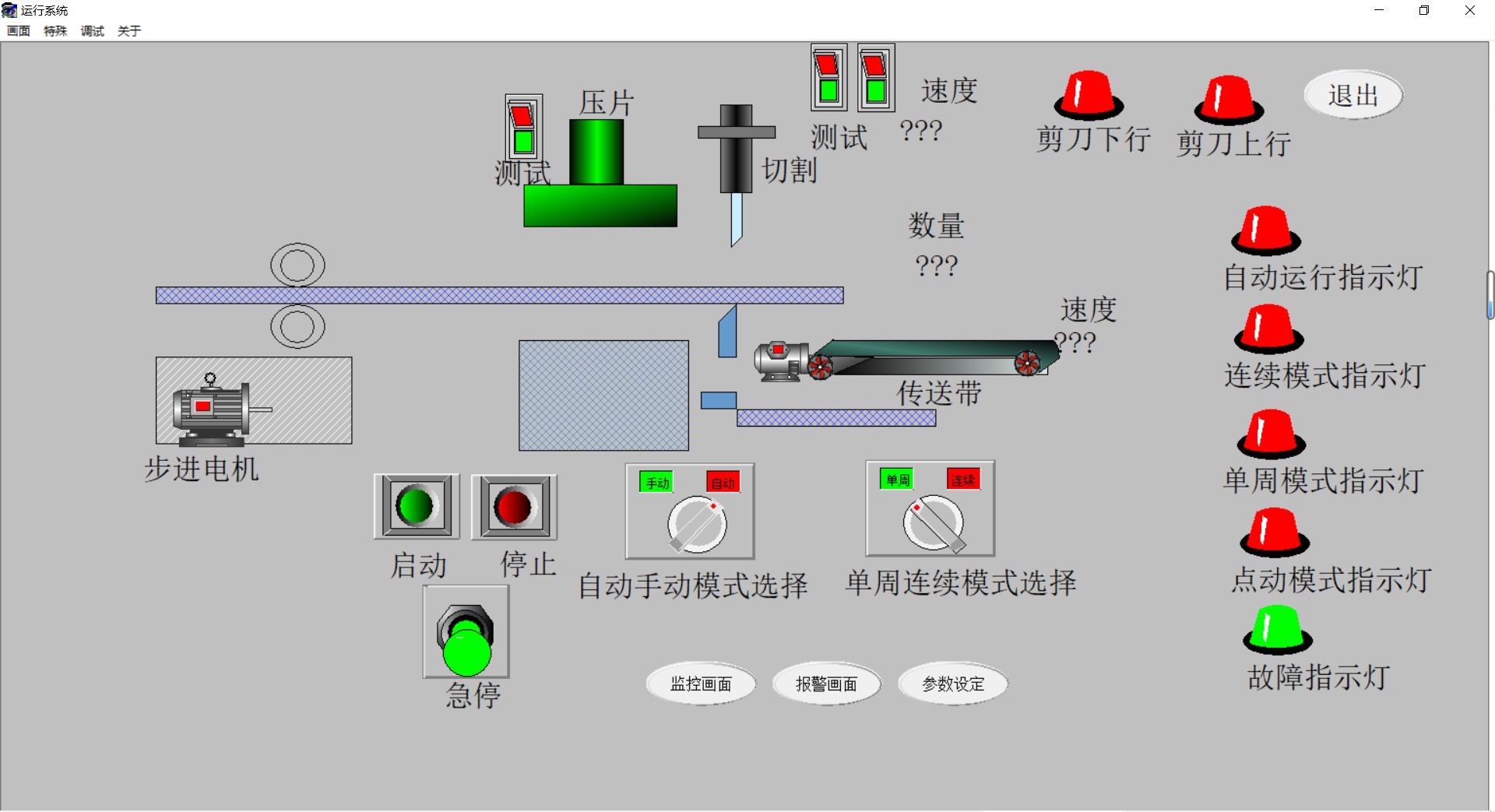
三、组态画面不是花瓶
在组态王里搞个带灵魂的操作界面得注意这些细节:
- 刀架动画用直线移动结合PLC的VD200位置寄存器:
//画面脚本
LONG position;
position = \\本站点\VD200;
SetTop(rect_knife, 300 - position/10);- 参数设置框要带范围限制:
if(新输入值 < 0){
MessageBox("厚度不能为负!");
InputValue = 旧值;
}- 历史曲线窗口记得开异步查询,别卡死整个界面:
SELECT TOP 1000 DateTime, Pressure
FROM RuntimeData
WHERE DateTime > '{开始时间}'四、调试翻车实录
去年在东莞调试时遇到的玄学问题:编码器读数总在200-220之间跳变。最后发现是变频器接地没做独立回路,干扰了模拟量通道。解决方法简单粗暴——从PLC的M端子单独拉条地线到编码器外壳。
现在流行把HMI画面做成手机适配的web页面,但组态王有个隐藏技能:用内置的WebServer控件+HTML5就能搞,比重新开发上位机省事得多。下次可以专门聊聊这个骚操作。
搞工业控制就像炒菜,PLC是灶台火候,组态软件是摆盘造型,两者配合好了才能做出米其林大餐。下回咱们试试用这套系统控制激光切割机,那又是另一个刺激的故事了。

Agent 垂直技术社区,欢迎活跃、内容共建。
更多推荐

 4
4 0
0- 0



 已为社区贡献1条内容
已为社区贡献1条内容

所有评论(0)